管材充液壓彎是管材壓彎和液壓成形復(fù)合的一種工藝,既具有壓彎的一般特點(diǎn),又具有自身的特殊性。其成形原理如圖3-8所示,首先從管端充入液體在管材內(nèi)建立起內(nèi)壓作為柔性支撐,然后在模具中進(jìn)行彎曲,并隨模具壓下的過程控制內(nèi)壓保持在一定數(shù)值,利用液壓的支撐作用避免起皺和截面畸變,在合模后,可提高內(nèi)壓進(jìn)行整形,使管材貼模定形。
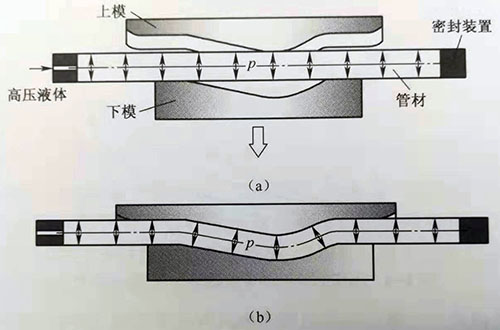
圖3-8充液壓彎工藝過程
a)初始狀態(tài);(b)壓彎。
管材充液壓彎可分為管端無約束和管端約束兩種類型,管端約束方式下的成形過程采用壓板固定管材兩端,對(duì)豎直方向的位移進(jìn)行約束。與管端無約束方式相比,管端約束方式限制了兩端的上翹變形和軸向移動(dòng),使三個(gè)彎同時(shí)彎曲成形。
壓彎過程中管材彎曲內(nèi)側(cè)受到軸向壓應(yīng)力作用,外側(cè)受到軸向拉應(yīng)力作用。軸向壓應(yīng)力導(dǎo)致彎曲內(nèi)側(cè)壁厚增厚,當(dāng)壓應(yīng)力達(dá)到臨界值,垂直于管材軸向會(huì)發(fā)生失穩(wěn)起皺。軸向拉應(yīng)力導(dǎo)致彎曲外側(cè)壁厚減薄,當(dāng)拉應(yīng)力達(dá)到臨界值將導(dǎo)致管材開裂。此外,在上述應(yīng)力產(chǎn)生的相反合力的共同作用下,管材截面發(fā)生畸變。
在管材內(nèi)加入一定壓力的液體介質(zhì)后,管材內(nèi)受內(nèi)壓的作用,產(chǎn)生與合力相反的支撐力,從而使管材截面畸變受到抑制。同時(shí)管材在內(nèi)壓的作用下,通過管端密封裝置產(chǎn)生一定軸向拉應(yīng)力,抵消內(nèi)側(cè)一部分壓應(yīng)力,有效地減小彎曲內(nèi)側(cè)發(fā)生起皺的趨勢(shì)。對(duì)于一定彎曲半徑,內(nèi)壓存在一個(gè)臨界值,超過該值時(shí),可以完全消除皺紋。
【興迪源機(jī)械液壓技術(shù)優(yōu)勢(shì)】
興迪源機(jī)械嚴(yán)格按照ISO國際標(biāo)準(zhǔn)質(zhì)量管理體系和5S管理標(biāo)準(zhǔn)進(jìn)行質(zhì)量監(jiān)控和內(nèi)部管理。建立有 “河南省流體壓力成形智能裝備工程技術(shù)研究中心”,核心團(tuán)隊(duì)由數(shù)10名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術(shù)和產(chǎn)品工藝研發(fā)。

興迪源機(jī)械與中國科學(xué)院金屬研究所、南京航空航天大學(xué)等院校開展長(zhǎng)期的產(chǎn)、學(xué)、研合作,并共同設(shè)立了“液壓成形技術(shù)產(chǎn)業(yè)化示范基地”,時(shí)刻跟蹤國內(nèi)外領(lǐng)先技術(shù),不斷提升“興迪源”液壓設(shè)備品牌價(jià)值。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請(qǐng)聯(lián)系刪除